Product Description:
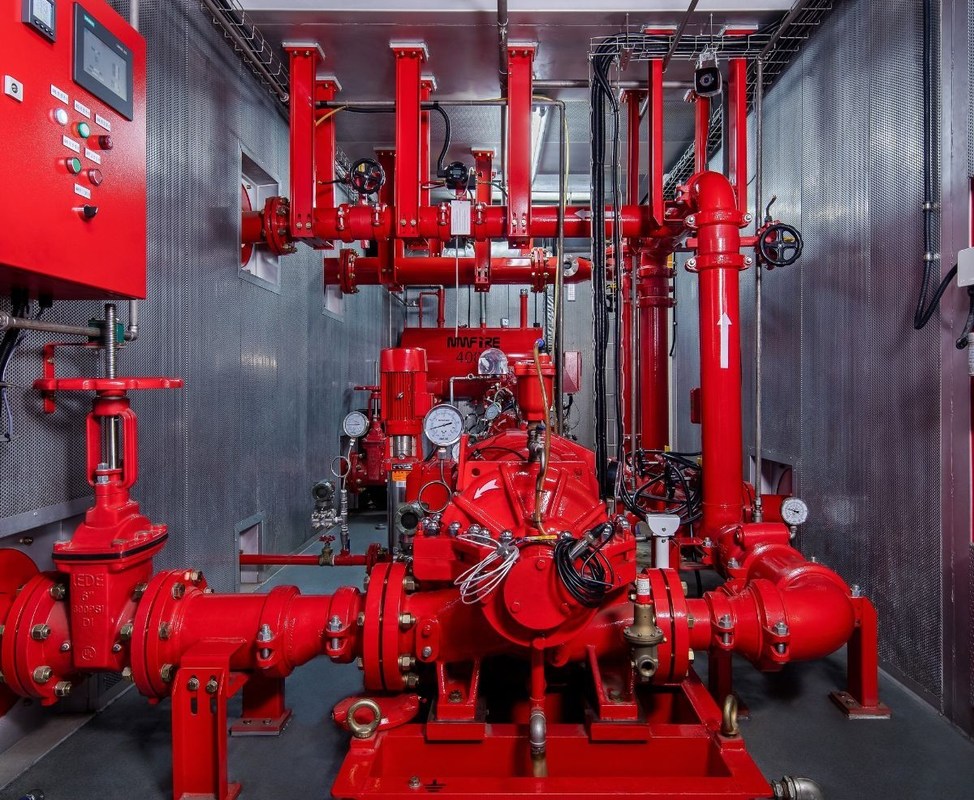
The Containerised Fire-fighting Pump Sets from NMFIRE represent a fully integrated, pre-assembled fire protection solution designed for maximum efficiency, safety, and ease of installation.
With a flow range from 300 to 8000 GPM, this system includes horizontal split case, end suction, vertical turbine, and in-line pumps, covering all major fire protection requirements.
Each pump unit is fully UL/FM certified and built in compliance with NFPA20 standards. Configurations are flexible, offering single electric, single diesel, 1 electric + 1 diesel, 2 electric, or 2 diesel arrangements to meet diverse project needs.
All systems are 3D designed, built in a clean, controlled environment, and fully tested in an ISO 9001 certified manufacturing facility prior to shipment. Once on site, the containerised fire pump house can simply be lowered onto a prepared concrete base. After connecting water and power supplies, the unit is immediately operational — ensuring true plug-and-play functionality.

Features:
Flow Range: 300–8000 GPM
Standards: UL, FM, NFPA20
Design Type: Fully Integrated Containerised Pump House
Configurations Available:
Single Electric
Single Diesel
1 Electric + 1 Diesel
2 Electric
2 Diesel
Pump Options:
Horizontal Split Case
End Suction
Vertical Turbine
In-line Pump
Key Components Included:
Diesel driven fire pump
Electric driven fire pump
Jockey pump
Fire pump controllers (UL/FM listed)
Complete pipework and valves
Fuel tank and piping
Lighting and air system
Wall insulation for noise reduction
Construction:
Compact and safe design
Built-in clean factory environment
Fully assembled and tested prior to delivery
Ready for immediate operation on site
Technical Parameters:
| Diesel Engine |
NMFIRE |
| Flow |
300-8000gpm |
| Casing |
Ductile Cast Iron |
| Flow Rate |
300-8000gpm |
| Engine |
NM Fire |
| Materials |
Ductile Cast Iron |
| Driving |
Diesel Engine Driver |
| Application |
Fire Fighting |
| UL Performance Ranges |
50-570 PSI |
Applications:
NMFIRE’s Containerised Fire-fighting Pump Sets provide a robust and versatile solution suitable for various industries and projects requiring complete, self-contained fire protection systems.
Industrial Facilities:
Ideal for manufacturing plants, refineries, chemical plants, and power stations needing dependable fire protection systems with minimal on-site assembly.
Commercial Complexes:
Perfect for high-rise buildings, shopping malls, and office towers where quick installation and reliability are key.
Municipal & Utility Projects:
Suited for water treatment plants, airports, seaports, and public infrastructure projects requiring centralized fire protection.
Oil & Gas and Petrochemical Sites:
Engineered for hazardous environments where UL/FM reliability and certified performance are mandatory.
Remote and Temporary Installations:
Excellent choice for construction camps, mining sites, and off-grid locations — ready-to-operate after connecting power and water.
Support and Services:
On-site installation and commissioning support
Regular inspection and maintenance programs
Operational troubleshooting assistance
Training for operators and maintenance engineers
Spare parts supply and technical consultation
NMFIRE’s technical support ensures the containerised system remains in peak condition and fully compliant with fire protection standards throughout its service life.
Packing and Shipping:
Product Packaging:
Each containerized fire pump house is pre-assembled and packaged within a durable shipping container, reinforced for overseas transport and weather protection.
Shipping:
Delivery typically occurs within 60–120 days after order confirmation. Each system is supplied with comprehensive documentation, drawings, and test reports.
FAQ:
Q: What is the brand of the containerized fire pump system?
A: The brand is NMFIRE.
Q: What certifications does it hold?
A: Fully certified by UL, FM, and NFPA20 standards.
Q: What pump types are available?
A: Horizontal Split Case, End Suction, Vertical Turbine, and In-line configurations.
Q: How is the unit installed on site?
A: The containerized unit can be directly placed on a prepared concrete base, then connected to water and power — immediately ready for use.
Q: What are the available drive configurations?
A: Single Electric, Single Diesel, 1 Electric + 1 Diesel, 2 Electric, 2 Diesel.
Q: How long is the delivery time?
A: Typically 60–120 days, depending on project size.
Q: What payment terms are accepted?
A: T/T and L/C are both acceptable.
Choose NMFIRE Containerised Fire-fighting Pump Sets for a fully integrated, UL/FM/NFPA20 compliant fire protection solution.
With complete pump systems, controllers, valves, and fuel tanks pre-installed and factory-tested, these plug-and-play fire pump houses deliver unmatched efficiency, safety, and reliability for your facility.
Contact us today to learn more about NMFIRE’s full range of containerised fire pump solutions and customization options.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres! english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 বাংলা
বাংলা